Сертификаты и соответствие стандартам
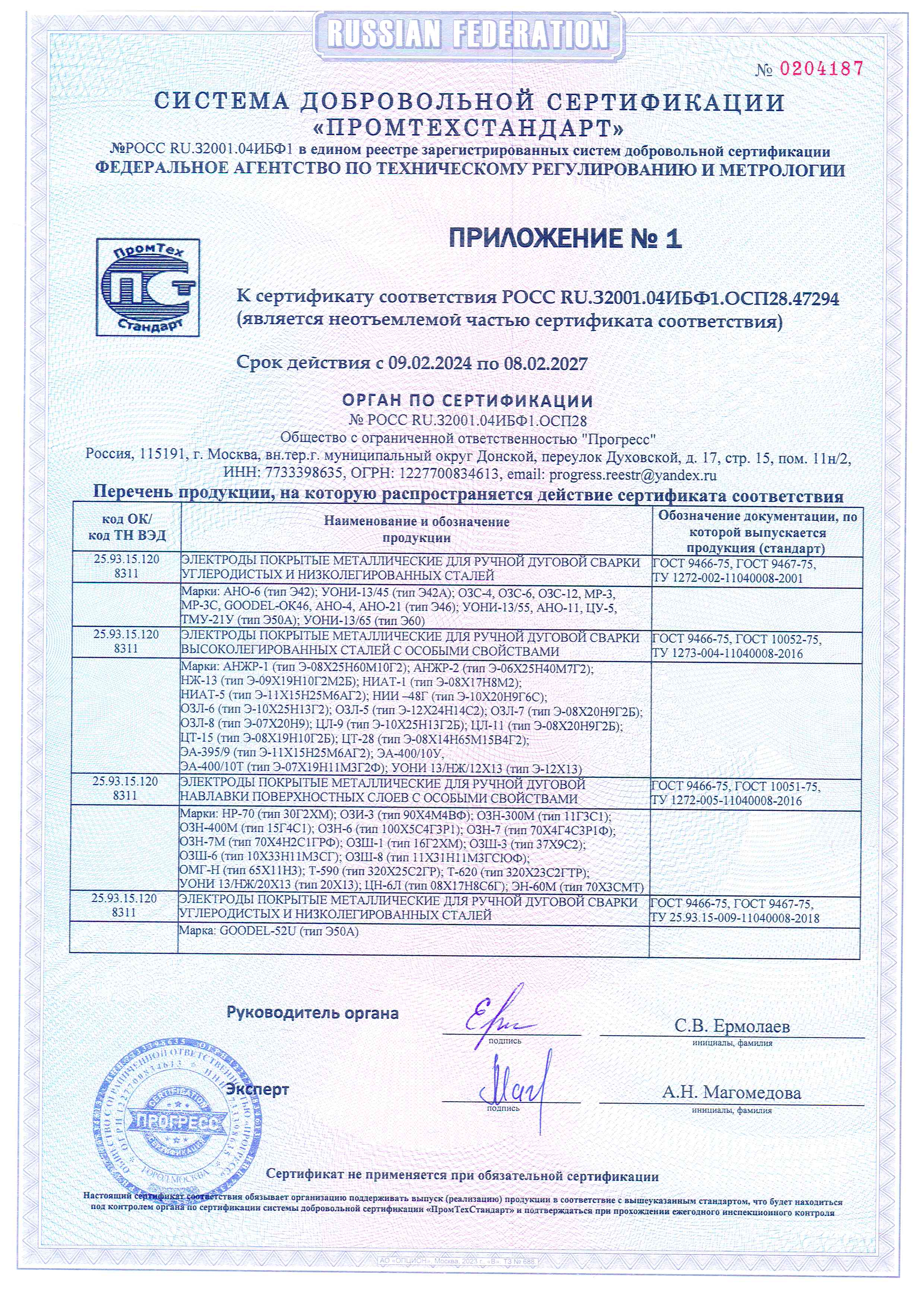
Электроды УОНИ-13/55 сертифицированы согласно требованиям НАКС (группы основных материалов - 1 (М01); группы технических устройств - МО, ПТО, КО, ГО, НГДО, ОХНВП, ОТОГ, СК, КСМ). Они также имеют сертификат Российского Классификационного Общества (РКО) и зарегистрированы в системе добровольной сертификации ПромТехСтандарт.
Эти сертификации подтверждают соответствие продукции строгим стандартам качества, что особенно важно для предприятий, работающих в критических областях, таких как строительство объектов инфраструктуры и производство промышленного оборудования.
Технические испытания и результаты
В сентябре 2018 года электроды УОНИ-13/55 успешно прошли испытания в ООО «Тюменский центр аттестации».
Проверка подтвердила:
-
Легкое первичное и повторное зажигание;
-
Равномерное оплавление покрытия;
-
Отличную отделяемость шлака;
-
Отсутствие трещин и пор в шве.
Выдержка из протокола испытаний №3 от 07 сентября 2018 года: «Первичное зажигание легкое, сразу после прикосновения электрода к изделию. Повторное горячее и холодное зажигания – легкие. Во время сварки козырек не образуется. Покрытие оплавляется равномерно. Склонность к залипанию отсутствует. Формирование валиков шва хорошее. Валик мелкочешуйчатый с редкими небольшими неровностями по высоте и плавным переходом к основному металлу. Шлак отделяется легко. Трещины и поры в слое шва отсутствуют».
Вывод комиссии по результатам испытаний «Электроды марки УОНИ-13/55 имеют очень хорошие сварочно-технологические характеристики. Стабильное горение дуги без вибраций, малое разбрызгивание, хорошую эластичность дуги при сварке во всех пространственных положениях. Легкое зажигание после прерывания процесса сварки. Рекомендуются для сварки всех слоев шва трубопроводов».
В октябре 2018 года электроды УОНИ-13/55 прошли входной контроль и проверку сварочно-технологических свойств в ПАО «Лукойл».
В испытаниях участвовали изделия диаметром 3 мм и 4 мм. Проверка проводилась путем сварки корневого и облицовочного шва стальной трубы 159х8 мм (Ст20). Перед проверкой проводилась прокалка, согласно данным указанным на упаковке. Величина сварочного тока для электродов диаметром 3 мм находилась в пределах 70-85 Ампер. Значение тока для изделий диаметром 4 мм – на уровне 130-140 Ампер. Сварка выполнялась на сварочном оборудовании ВД-306, в положении В2 (PF). Методика контроля: ГОСТ 9466-75.
По результатам испытаний покрытие электродов признано соответствующим требованиям ГОСТ 9466-75.
Сварочно-технологические параметры при сварке в положении В2
Для сварки электродами диаметром 3 мм рекомендуется использовать ток 70-85 А, а для электродов диаметром 4 мм — ток 130-140 А. Перед началом работы требуется прокалка, как указано на упаковке. Эти электроды УОНИ-13/55 4мм показывают стабильное горение дуги, равномерное плавление покрытия и отличную форму шва.
Прокалка электродов перед использованием является важным этапом подготовки, поскольку она обеспечивает удаление влаги и повышение стабильности сварочного процесса. Рекомендуется выполнять прокалку в специализированных печах при температуре 350-400 °С в течение 1-2 часов.
Преимущества компании GOODEL
Почему стоит выбирать нас? Компания GOODEL предлагает качественные материалы, конкурентные цены на электроды УОНИ-13/55 и оперативную доставку. Наши специалисты всегда готовы помочь вам выбрать подходящий товар для ваших нужд. Благодаря широкому ассортименту вы можете найти все необходимое для сварочных работ в одном месте.
Мы работаем с клиентами по всей России и за её пределами, предоставляя качественный сервис и индивидуальный подход. Сотрудничество с нами — это гарантия своевременного выполнения заказов, прозрачных условий и профессиональной поддержки.
Электроды УОНИ-13/55: отличное решение для сложных задач
Ищете надежные электроды для сварки? Электроды УОНИ-13/55 — это ваш выбор. Они сочетают в себе высокое качество, проверенное временем, и доступную цену. Высокие прочностные показатели наплавленного металла подтверждаются регулярными тестами. Вы можете изучить методы проверки в разделе механические испытания сварных швов. Не упустите шанс приобрести одни из лучших материалов для сварочных работ с гарантией результата.
Эти электроды широко используются в судостроении, изготовлении металлоконструкций, ремонте оборудования и строительстве промышленных объектов. Высокая надёжность и универсальность делают их отличным выбором для самых требовательных заказчиков.
Выбирая электроды УОНИ-13/55, вы инвестируете в качество, долговечность и стабильность сварочных работ. Мы уверены, что они оправдают ваши ожидания и помогут достичь отличных результатов.