Назначение
Эти электроды предназначены для ручной дуговой сварки конструкций из низколегированной стали с временным сопротивлением разрыву до 490 МПа. Они незаменимы при изготовлении и ремонте металлических изделий, трубопроводов, воздуховодов, а также в производстве стальных листов, горячекатаного проката и прочих конструкционных элементов.
Использование электродов ОЗС-4 особенно актуально в строительстве, машиностроении, производстве сварных труб, а также в сфере ЖКХ и ремонта. Благодаря универсальности, они подходят как для ответственных, так и для менее сложных конструкций.
Расшифровка наименования
Маркировка ОЗС-4 несет в себе важную информацию о свойствах электродов и их назначении. ОЗС расшифровывается как «оксидно-рутиловое покрытие сварочное», что указывает на тип обмазки, обеспечивающий стабильное горение дуги, легкий поджиг и качественное формирование шва. Цифра 4 в обозначении означает, что эти электроды предназначены для сварки низколегированных сталей, обеспечивая прочность соединения с временным сопротивлением разрыву до 490 МПа.
Помимо основной маркировки, на упаковке электродов можно встретить дополнительные обозначения, указывающие на диаметр, стандарт ГОСТ, рекомендуемые режимы сварки и тип металлов, с которыми они могут использоваться. Например, электроды ОЗС-4 3 мм подходят для тонких листов, а электроды ОЗС-4 4 мм – для более массивных конструкций. Также указываются параметры тока (переменный или постоянный), что важно при выборе аппарата для сварки.
Где купить электроды ОЗС-4
Вы можете купить электроды ОЗС-4 прямо сейчас, заполнив заявку на сайте. Мы предлагаем лучшие условия для клиентов, включая:
✔ Гибкую систему скидок – чем больше объем заказа, тем ниже цена.
✔ Быструю доставку по всей России – отправляем заказы в любой регион, включая отдаленные города.
✔ Профессиональные консультации – подберем оптимальный вариант электродов под ваши требования.
Свяжитесь с нами любым удобным способом:
📧 E-mail: sale@goodel.ru
📞 Телефон: +7 (35253) 3-00-63, 8-800-1000-546
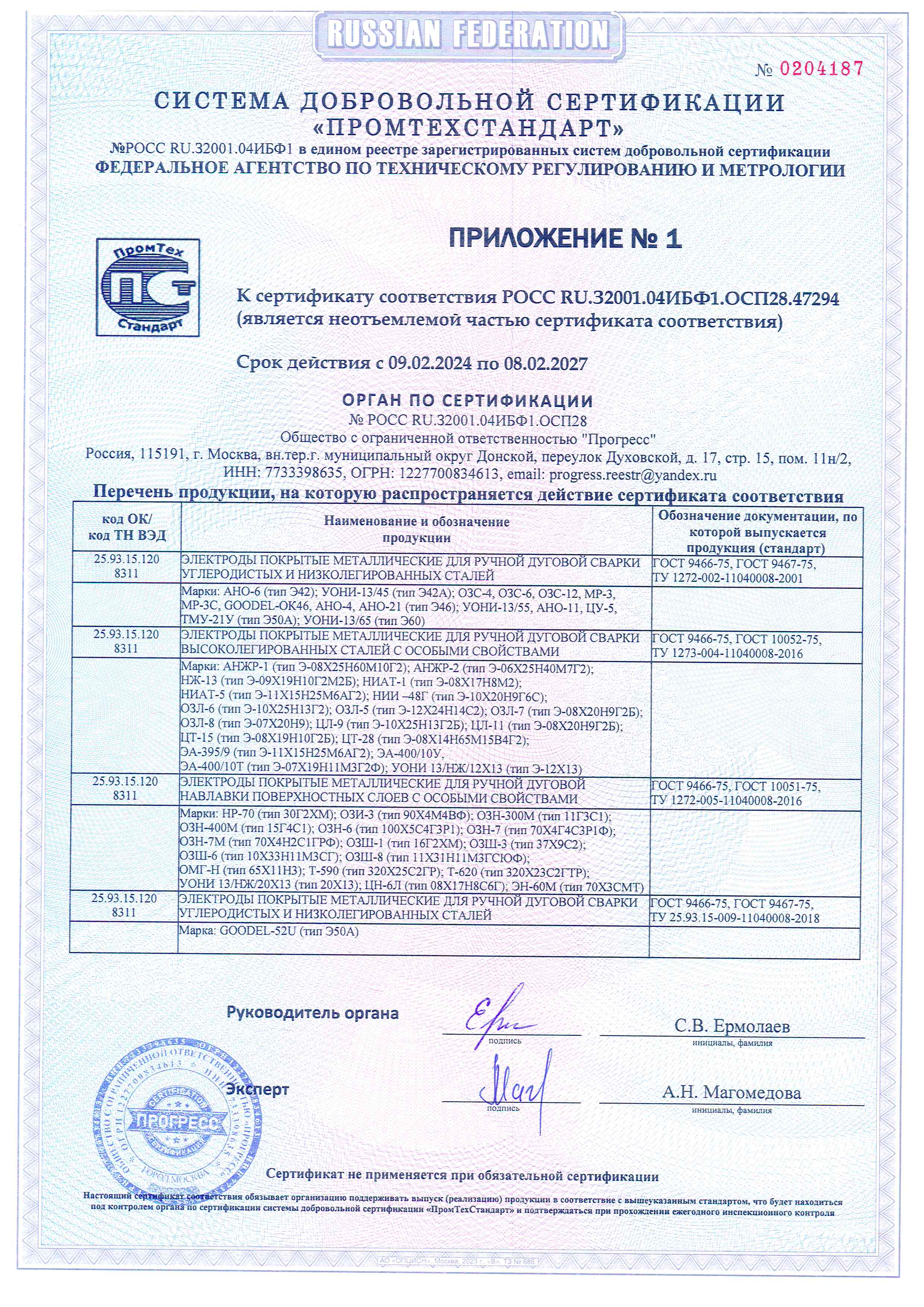
Сертификаты и соответствие стандартам
Электроды ОЗС-4 зарегистрированы в системе добровольной сертификации ПромТехСтандарт.
Эти сертификации подтверждают соответствие продукции строгим стандартам качества, что особенно важно для предприятий, работающих в критических областях, таких как строительство объектов инфраструктуры и производство промышленного оборудования.
Основные характеристики электродов ОЗС-4
-
Диаметр электродов: 2,5 мм, 3 мм, 4 мм, 5 мм, 6 мм
-
Тип покрытия: рутиловое
-
Режим сварки: постоянный и переменный ток
-
Рабочее положение: все пространственные положения, кроме вертикального сверху вниз
-
Расход: зависит от толщины шва, типа соединения и режима работы
Если вам нужны электроды ОЗС-4 3 мм, электроды ОЗС-4 4 мм или другие размеры – всегда можно подобрать подходящий вариант под ваши задачи.
Где применяются электроды ОЗС-4?
✔ Строительство – монтаж металлоконструкций, сварка труб, изготовление профильных элементов
✔ Ремонт оборудования – восстановление деталей машин и механизмов
✔ Промышленность – производство листового проката, работа с алюминиевыми и стальными деталями
✔ ЖКХ и трубопроводы – сварка бесшовных трубопроводов, водопроводных и газовых коммуникаций
Электроды ОЗС-4 отлично подходят как для профессионалов, так и для частного использования в гаражных и домашних мастерских.
Какие электроды ОЗС-4 выбрать: 3 мм или 4 мм?
Выбор диаметра зависит от задачи:
-
Электроды ОЗС-4 3 мм – идеальны для тонких металлов, ремонтных работ, сварки кабелей и мелких конструкций.
-
Электроды ОЗС-4 4 мм – лучше подойдут для соединения стальных листов, приварных конструкций, чугунных деталей и мощных металлоконструкций.
Не знаете, какой вариант выбрать? Наши специалисты помогут подобрать электроды для сварки ОЗС-4 под конкретные задачи.
Преимущества компании GOODEL
Электроды ОЗС-4 – это классика, проверенная десятилетиями. Если вам нужна стабильность, отличное качество сварного шва и универсальность, то этот выбор оправдает себя на 100%. Электроды для сварки ОЗС-4 подходят для работы с низколегированными сталями, обладают отличными технологическими характеристиками и обеспечивают надежное соединение металлоконструкций.
Почему стоит выбирать нас? Компания GOODEL предлагает качественные материалы, конкурентные цены на электроды ОЗС-4 и оперативную доставку. Наши специалисты всегда готовы помочь вам выбрать подходящий товар для ваших нужд. Благодаря широкому ассортименту вы можете найти все необходимое для сварочных работ в одном месте.
Мы работаем с клиентами по всей России и за её пределами, предоставляя качественный сервис и индивидуальный подход. Сотрудничество с нами — это гарантия своевременного выполнения заказов, прозрачных условий и профессиональной поддержки.
Если вам нужна надежность, качество и доступная цена – выбирайте электроды ОЗС-4 от GOODEL!