Электроды УОНИ 13/45: Высокая надёжность и универсальность для ответственных сварочных работ
Электроды УОНИ 13/45 — это специализированные сварочные материалы с основным покрытием, предназначенные для работ с ответственными конструкциями из углеродистых и нержавеющих сталей. Они обеспечивают высокую прочность сварного шва и подходят для применения при пониженных температурах, что делает их оптимальным выбором для промышленных и строительных объектов, требующих высокого уровня надёжности и долговечности соединений.
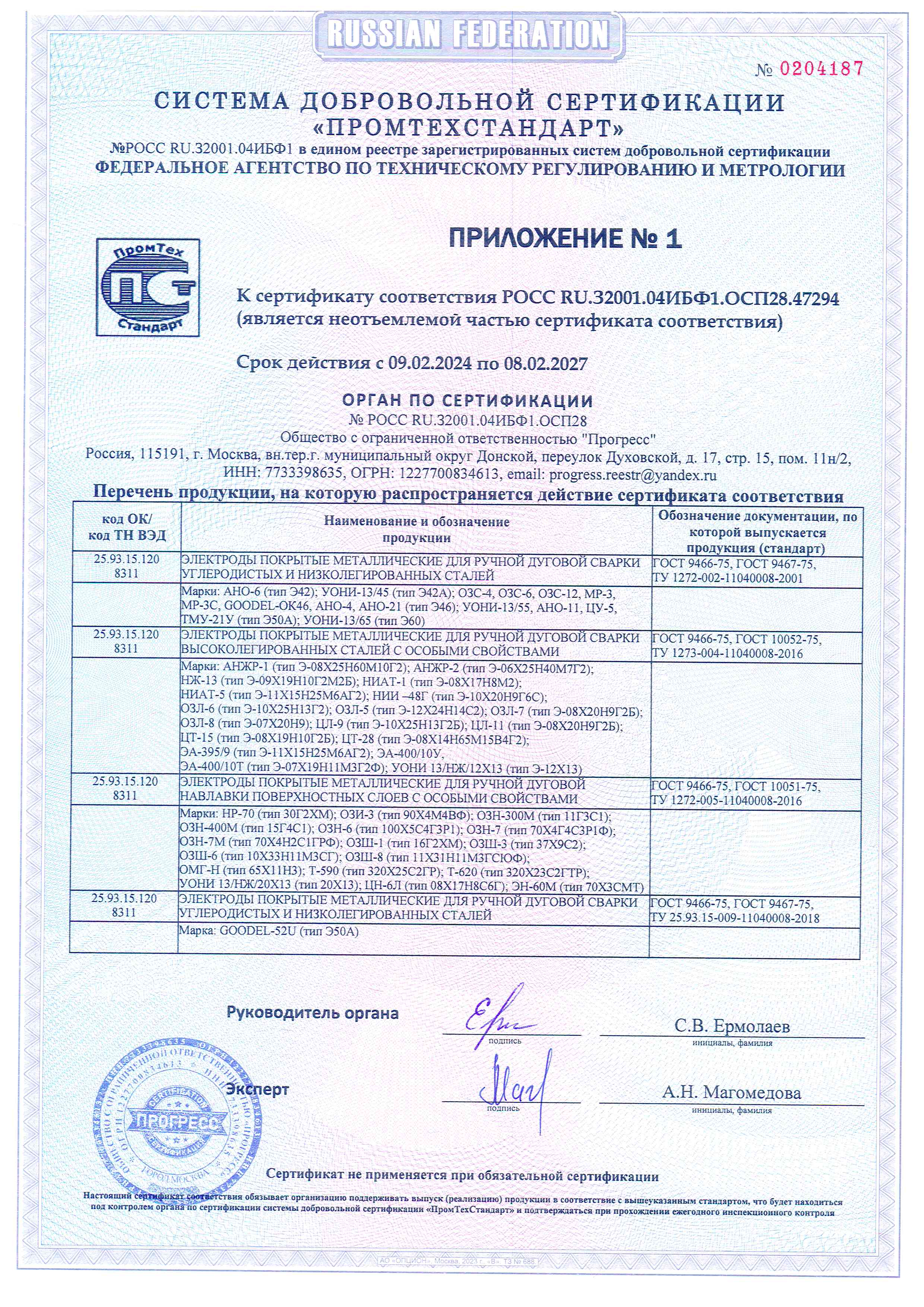
Сертификация и проверенное качество
Электроды УОНИ 13/45 имеют свидетельство НАКС и соответствуют строгим стандартам качества, включая регистрационные данные в ГОСТ Р и Российском Речном Регистре. Свидетельство НАКС позволяет использовать эти электроды на конструкциях с высоким уровнем ответственности, таких как трубопроводы и промышленные объекты. Продукция имеет подтверждённую надёжность, благодаря чему электроды УОНИ 13 45 востребованы среди профессиональных сварщиков и на производственных площадках.