

Содержание
Больше полезных материалов:
![]()
![]()
![]()
Природа и зональная структура электрического разряда
С точки зрения электротехники, сварочная дуга — это устойчивый, продолжительный электрический разряд в газах высокой плотности, генерирующий колоссальные объемы тепловой и световой энергии. По сути, это локализованный плазменный шнур, замыкающий цепь между электродом и рабочей поверхностью.
Старт процесса невозможна без ионизации газовой среды. Под влиянием электрического напряжения стартует термоэлектронная эмиссия электронов: поток отрицательных частиц покидает поверхность катода и на сверхвысоких скоростях движется к аноду, превращая нейтральные молекулы газа в ионы.
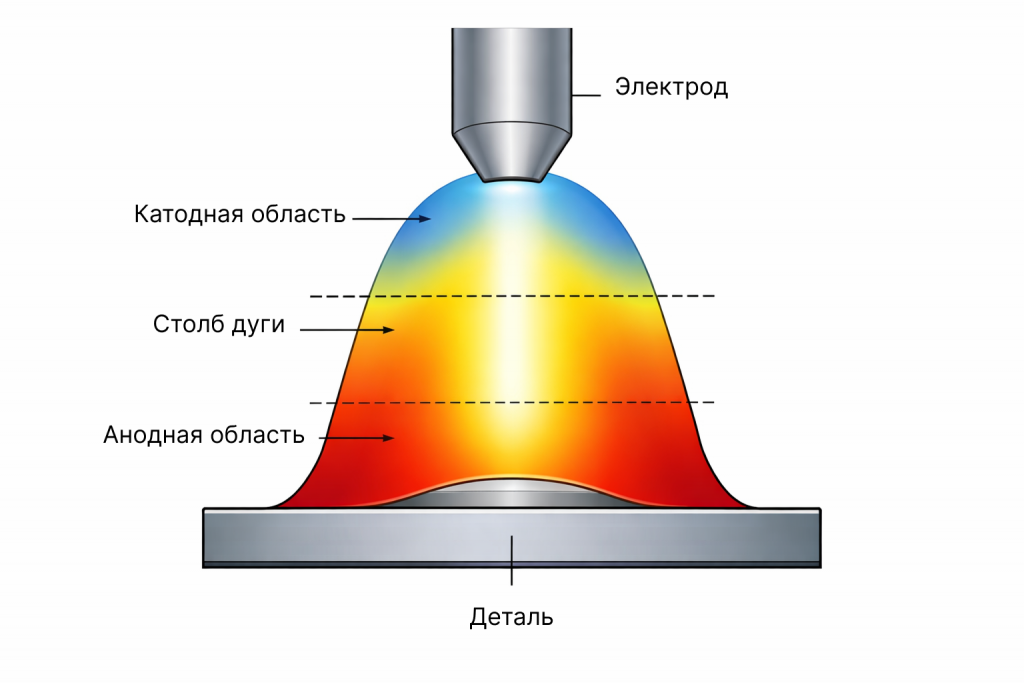
Для грамотного управления сварочной ванной необходимо детально понимать строение сварочной дуги. Этот плазменный столб неоднороден и делится на три функциональные области:
- Катодная область (пятно). Активный участок на минусовом полюсе, являющийся генератором свободных электронов. Тепловой режим здесь варьируется в пределах 2400–2700°C.
- Анодная область (пятно). Участок на положительном полюсе, принимающий поток электронов. Технологу важно знать, какая зона сварочной дуги называется анодным пятном, поскольку именно эта область подвергается максимальной электронной бомбардировке и, как следствие, сильнейшему нагреву (от 2600°C до 4000°C).
- Столб дуги. Центральная часть разряда, представляющая собой смесь ионов, электронов и нейтральных частиц — плазму. Температура плазмы в ядре этого столба достигает экстремальных значений (6000–8000°C), гарантируя плавление любых тугоплавких сплавов.
Манипуляция теплом: Выбор полярности
При работе с источниками постоянного тока (DC) оператор может управлять распределением тепловой энергии, меняя схему подключения кабелей.
- Прямая полярность (Схема: Электрод «–», Изделие «+»).
В этой конфигурации анодное пятно с максимальной температурой формируется на заготовке. Это обеспечивает глубокое проплавление корня шва. Метод идеален для толстостенного проката и операций термической резки. - Для эффективного раскроя металла целесообразно применять специализированные электроды для резки от бренда GOODEL, рассчитанные на работу с форсированными токами для выдувания расплава.
- Обратная полярность (Схема: Электрод «+», Изделие «–»).
Зона максимального нагрева смещается на расходный материал. Тепловая нагрузка на деталь снижается. Режим критически важен при соединении тонких листов (исключение прожогов) и работе с легированными сталями, склонными к перегреву.
Вольт-амперная характеристика (ВАХ) как фактор качества
Главный критерий совместимости источника питания и технологии MMA (ручная дуговая сварка, или как называется сварка электродами в техдокументации) — это вольт-амперная характеристика (ВАХ).
Для ручного режима необходима падающая статическая характеристика. Она гарантирует так называемую эластичность дуги: даже если рука сварщика дрогнет и длина разряда изменится, сила тока останется практически неизменной, что убережет от затухания или прожига металла.
От чего зависит стабильность процесса?
Понятие стабильность горения подразумевает непрерывность разряда без хаотичных колебаний. На этот параметр влияют:
- Химия покрытия. Наличие в обмазке элементов с низким потенциалом ионизации (Ca, K, Na) облегчает поддержание плазменного шнура.
- Геометрия электрода. Если стержень смещен относительно центра покрытия (нарушена эксцентричность), обмазка плавится неравномерно, образуя «козырек». Это приводит к отклонению дуги и дефектам.
Лабораторный контроль завода «ГУДЭЛ» исключает подобные отклонения. Электроды марки GOODEL-52U, разработанные для сварки ответственных стыков, демонстрируют эталонную устойчивость дуги даже на минимальных токовых режимах.
Длина дуги: технологические нюансы
Рабочее напряжение на дуге при ручной дуговой сварке находится в прямой зависимости от её длины (дистанция от торца стержня до зеркала сварочной ванны).
|
Тип дугового промежутка |
Метрика (в диаметрах электрода) |
Описание процесса |
Область применения |
|
Короткий |
0.5 – 1.0 d |
Мелкокапельный перенос, глубокий провар, чистота околошовной зоны. |
Обязательный режим для электродов с основным покрытием (УОНИ), вертикальные и потолочные швы. |
|
Средний |
1.1 – 1.4 d |
Устойчивое горение, удовлетворительная геометрия валика. |
Базовый режим для рутиловых марок (МР-3, ОК-46). |
|
Длинный |
> 1.5 d |
Блуждание разряда, сильное разбрызгивание, пористость шва (азотирование). |
Технологический брак. Допустимо только при резке. |
Инсайт для технологов: Квалифицированный персонал контролирует длину дуги акустически. Оптимальный режим (короткая дуга) звучит как сухое, равномерное потрескивание. Появление гула или шипения — сигнал о критическом удлинении разряда.
Проблема магнитного дутья
При использовании постоянного тока сварщики часто сталкиваются с магнитным дутьем — явлением, при котором столб дуги отклоняется под давлением собственного электромагнитного поля контура.
Диагностика и контрмеры:
- Асимметрия заземления. Ток течет по пути наименьшего сопротивления, отклоняя дугу от места подключения «массы». Решение: закрепить клемму максимально близко к зоне работ.
- Ферромагнитные массы. Крупные металлические объекты искажают магнитное поле. Решение: изменить угол наклона электрода (направить стержень вершиной в сторону отклонения).
- Смена тока. Переход на переменный ток (AC) полностью устраняет данную проблему.
Адаптация под тип металла
Разные сплавы диктуют свои требования к параметрам дугового разряда.
- Чугун. Требует «мягкого» тепловложения для предотвращения отбеливания и трещин.
- Материалы GOODEL для сварки и наплавки чугуна позволяют выполнять холодную сварку без трудоемкого предварительного нагрева заготовки.
- Медь. Из-за колоссальной теплопроводности нуждается в дуге с высокой плотностью энергии.
- Специализированные электроды для сварки меди и сплавов «Комсомолец» содержат компоненты, раскисляющие ванну и предотвращающие поры.
- Нержавеющая сталь. Главный риск — межкристаллитная коррозия из-за выгорания хрома при перегреве. Сварка ведется на предельно короткой дуге.
- Электроды для высоколегированных сталей нашего производства обеспечивают сохранность легирующих элементов и легкое отделение шлаковой корки.
Техники инициации (зажигания)
Существует два базовых метода первичного пробоя диэлектрического слоя воздуха при возбуждении (зажигании) дуги:
- Чирканье («Спичка»). Скользящее движение электродом по поверхности. Просто в освоении, но чревато загрязнением металла каплями вне зоны шва.
- Удар («Дятел»). Перпендикулярное касание с мгновенным отрывом. Обеспечивает точность начала шва, но требует моторики для предотвращения прилипания.
Важно: для старта на электродах с основным покрытием (фтористо-кальциевым) необходим чистый торец стержня, так как застывший шлак является диэлектриком.
FAQ: Ответы на производственные вопросы
- Какова природа свистящего звука при сварке?
Высокочастотный свист часто генерируется инверторными источниками с специфической модуляцией тока или возникает при нестабильности дуги в условиях сильного магнитного дутья. Также стоит проверить надежность контактов в цепи заземления. - Безопасны ли обычные затемненные очки для наблюдения за дугой?
Категорически нет. Яркость плазмы превышает безопасный порог в тысячи раз. Помимо видимого света, дуга генерирует мощный поток ультрафиолета, вызывающий электроофтальмию (ожог сетчатки и роговицы). Допустимы только фильтры класса DIN 9–13. - Как работает функция Arc Force («Форсаж дуги»)?
Это алгоритм инвертора, который кратковременно набрасывает силу тока (Амперы) в момент критического сближения электрода с деталью. Это предотвращает короткое замыкание (залипание) и стабилизирует перенос металла.
Заключение
Сварочная дуга — это сложный физический процесс, выступающий лакмусовой бумажкой качества всего сварочного поста. Стабильность плазменного шнура, отсутствие хаотичных брызг и правильная геометрия валика — признаки гармонии между настройками источника и качеством расходных материалов.
Использование дешевых электродов с нестабильными показателями ионизации — это скрытая угроза бюджету: перерасход материалов и оплата часов зачистки швов съедают мнимую экономию. Продукция «ГУДЭЛ», аттестованная НАКС, гарантирует предсказуемый результат. Изучите наш каталог для выбора профессиональных решений под ваши задачи.
Подпишись, у нас интересно:
![]()
![]()
![]()
Приобрести можно в нашем магазине
Переходите по ссылкам ниже, чтобы купить электроды в официальном магазине GOODEL: