

Видимый и невидимый шов: правило расположения
Важнейший нюанс, на котором часто «срезаются» новички, — это положение надписи относительно полки.
-
Если шов находится на лицевой (видимой) стороне детали, все данные пишутся над полкой.
-
Если соединение выполняется с оборотной (невидимой) стороны, информация размещается под полкой.
Это правило позволяет сварщику мгновенно ориентироваться в пространстве, не вращая тяжелую конструкцию в руках и не сверяясь с дополнительными видами на чертеже.
Типы соединений и их буквенная кодировка
Типы сварных швов классифицируются по взаимному расположению деталей. Основные стандарты (например, ГОСТ 5264-80) выделяют четыре ключевых типа. Каждый имеет буквенный индекс, который является обязательной частью маркировки:
-
С (Стыковое): Торцы деталей примыкают друг к другу. Базовый тип для листовых конструкций и труб.
-
У (Угловое): Детали расположены под углом и соединяются по кромкам.
-
Т (Тавровое): Торец одного элемента примыкает к плоскости другого под углом, напоминая букву «Т».
-
Н (Нахлесточное): Поверхности элементов частично перекрывают друг друга.
После буквы на чертеже всегда стоит цифра (например, С1, Т3, У4). Она указывает не на порядковый номер шва, а на конструктивные элементы подготовки кромок — наличие и угол скосов, величину зазоров или притупления, согласно таблицам ГОСТа.
Из чего состоит полная запись шва
Полное обозначение сварных швов включает в себя комплекс данных, необходимых для прохождения ОТК. Запись читается строго в определенной последовательности:
-
Вспомогательные символы: Например, обозначение шва по замкнутому контуру (значок круга на изломе линии).
-
Номер ГОСТа: Ссылка на стандарт, определяющий метод сварки и форму шва. Например, ГОСТ 5264-80 применяется для ручной сварки покрытыми электродами, а ГОСТ 14771-76 — для работы в защитных газах.
-
Буквенно-цифровой код: Обозначение типа соединения (например, С17).
-
Метод сварки по ГОСТ: Буквенный шифр (УП, ИН, ЗП), если стандарт объединяет сразу несколько технологий.
-
Знак катета: Треугольник (∆) и цифра, указывающая размер катета для угловых, нахлесточных или тавровых швов.
-
Данные о прерывистости: Длина провариваемого участка и шаг, если шов выполняется участками.
-
Финальные знаки: Указание на необходимость зачистки шва заподлицо или плавного перехода к основному металлу.
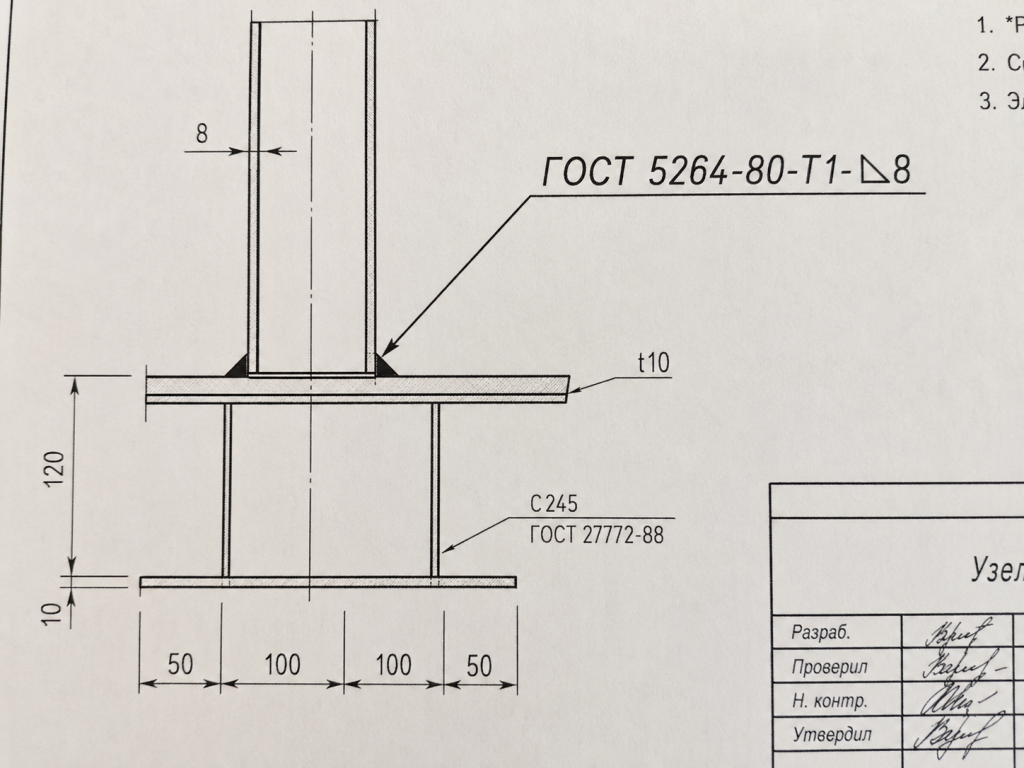
Таблица вспомогательных знаков
Ниже мы свели в таблицу знаки, которые имеют критическое значение для правильной сборки и прочности конструкции:
|
Символ |
Название |
Что означает для сварщика |
|
○ |
Замкнутый контур |
Варить по всему периметру стыка без разрывов |
|
⚑ |
Монтажный шов |
Сварка выполняется на объекте при финальной сборке, а не в цеху |
|
/ |
Прерывистый цепной |
Отрезки двустороннего шва расположены симметрично друг напротив друга |
|
Z |
Прерывистый шахматный |
Участки двустороннего шва расположены со смещением (в шахматном порядке) |
|
— |
Снять усиление |
Выпуклость шва необходимо зачистить (сошлифовать) заподлицо с основным металлом |
Связь чертежа с выбором оборудования
Требования чертежа напрямую определяют парк необходимых аппаратов. Если конструктор закладывает сварку в среде защитных газов, предприятию нужны инверторы с прецизионной настройкой подачи проволоки и газа.
С 2019 года Шадринский завод ГУДЭЛ поставляет высокотехнологичное сварочное оборудование под совместным брендом GOODEL-TAYOR. В наших аппаратах реализовано синергетическое управление: достаточно выбрать тип металла и толщину, и система сама подберет оптимальное напряжение дуги и скорость подачи. Это минимизирует влияние человеческого фактора.
Практические советы: как избежать брака
Инженеры ГУДЭЛ выделяют три типичные ошибки при чтении условных обозначений сварных швов:
-
Игнорирование монтажного флажка: Сварщик заваривает конструкцию в цеху, а потом выясняется, что готовый узел не проходит в транспортные габариты или перекрывает доступ для сборки «по месту».
-
Нарушение размера катета: Превышение катета (∆) на 2–3 мм кажется мелочью, но на километрах швов это выливается в лишние тонны сожженных электродов, перерасход времени и, самое страшное, — в термическую деформацию (поводку) всей конструкции.
-
Неправильный выбор полярности: Чертеж требует конкретного метода, но не указывает параметры тока. Важно помнить: для основных электродов типа УОНИ-13/55 нашего завода используется постоянный ток обратной полярности (плюс на электроде).
СИЗ и безопасность при работе по чертежам
Сложные типы швов часто требуют работы в неудобных пространственных положениях. Двусторонние швы (например, Т3) на толстом металле создают серьезную тепловую нагрузку и интенсивное выделение аэрозолей. Завод ГУДЭЛ поставляет надежные средства индивидуальной защиты, включая маски-хамелеоны с фильтрами True Color (серия Ф5-PRO). Помните: точность соблюдения чертежа и стабильность катета невозможны, если сварщик плохо видит сварочную ванну или испытывает дискомфорт от брызг.
Часто задаваемые вопросы (FAQ)
1. Что делать, если на чертеже указан тип шва, которого нет в ГОСТе?
Такие швы называют «нестандартными». В этом случае на полке-выноске не пишут номер стандарта, а указывают параметры и размеры подготовки кромок на самом чертеже с помощью выносных элементов (увеличенных разрезов стыка).
2. Чем отличается катет шва от толщины шва?
Катет шва (обозначается значком ∆) — это катет наибольшего прямоугольного треугольника, который можно вписать в поперечное сечение шва. Это критический параметр для угловых и тавровых соединений. Толщина же шва (глубина проплавления) — более общее понятие, актуальное для стыковых соединений.
3. Как перевести советские ГОСТы в современные термины (MMA, MIG/MAG, TIG, РДС, ПА)?
Многие молодые специалисты знают только международные термины или разговорные аббревиатуры (РДС, полуавтомат), в то время как по ЕСКД на чертеже конструктор обязан указывать строгие шифры по ГОСТ.
Вот простая шпаргалка-переводчик:
-
ГОСТ 5264-80. Это РДС (Ручная дуговая сварка) или MMA. Поскольку этот ГОСТ регламентирует только один метод сварки (штучным электродом), дополнительные буквы в обозначении шва обычно не ставятся.
-
ГОСТ 14771-76. Это сварка в защитных газах. Здесь стандартом предусмотрено несколько методов, которые на чертеже зашифровываются буквами:
-
УП (в Углекислом газе Плавящимся электродом) = это привычный полуавтомат или MAG.
-
ЗП (в Защитной газовой смеси Плавящимся электродом) = полуавтомат в смеси (аргон + углекислота), тоже MAG.
-
ИП (в Инертном газе Плавящимся электродом) = полуавтомат по алюминию/меди, или MIG.
-
ИН (в Инертном газе Неплавящимся электродом) = аргонодуговая сварка вольфрамовым электродом, или TIG (РАД).
Совет: Для идеального выполнения полуавтоматических швов (УП, ЗП) используйте нашу омедненную или полированную проволоку GOODEL, обеспечивающую стабильную дугу и отсутствие брызг.
4. Нужно ли на чертеже указывать длину каждого участка прерывистого шва?
Да, в обозначении обязательно указывается длина провариваемого участка и (через знак дроби или дефис) шаг шва — расстояние от начала одного проваренного участка до начала следующего.
Заключение
Чтение чертежей — это навык, который отличает инженера и профессионального сварщика от новичка. Знание ГОСТ 2.312-72 и умение расшифровать условные обозначения сварных швов позволяют не только качественно выполнить работу, но и правильно спланировать ресурсы предприятия.
Шадринский завод «ГУДЭЛ» производит более 100 марок сварочных материалов и поставляет оборудование, которое помогает превращать линии на бумаге в надежные стальные конструкции. Мы работаем для того, чтобы ваш труд был осознанным, а результат — безупречным. Помните: качество закладывается в проекте, а реализуется благодаря правильным материалам!