| Диаметр (мм) | Цена (руб./кг) | |
| 2,5 мм | Цена по запросу | |
| 3 мм | Цена по запросу | |
| 4 мм | Цена по запросу | |
| 5 мм | Цена по запросу | |
| 6 мм | Цена по запросу |
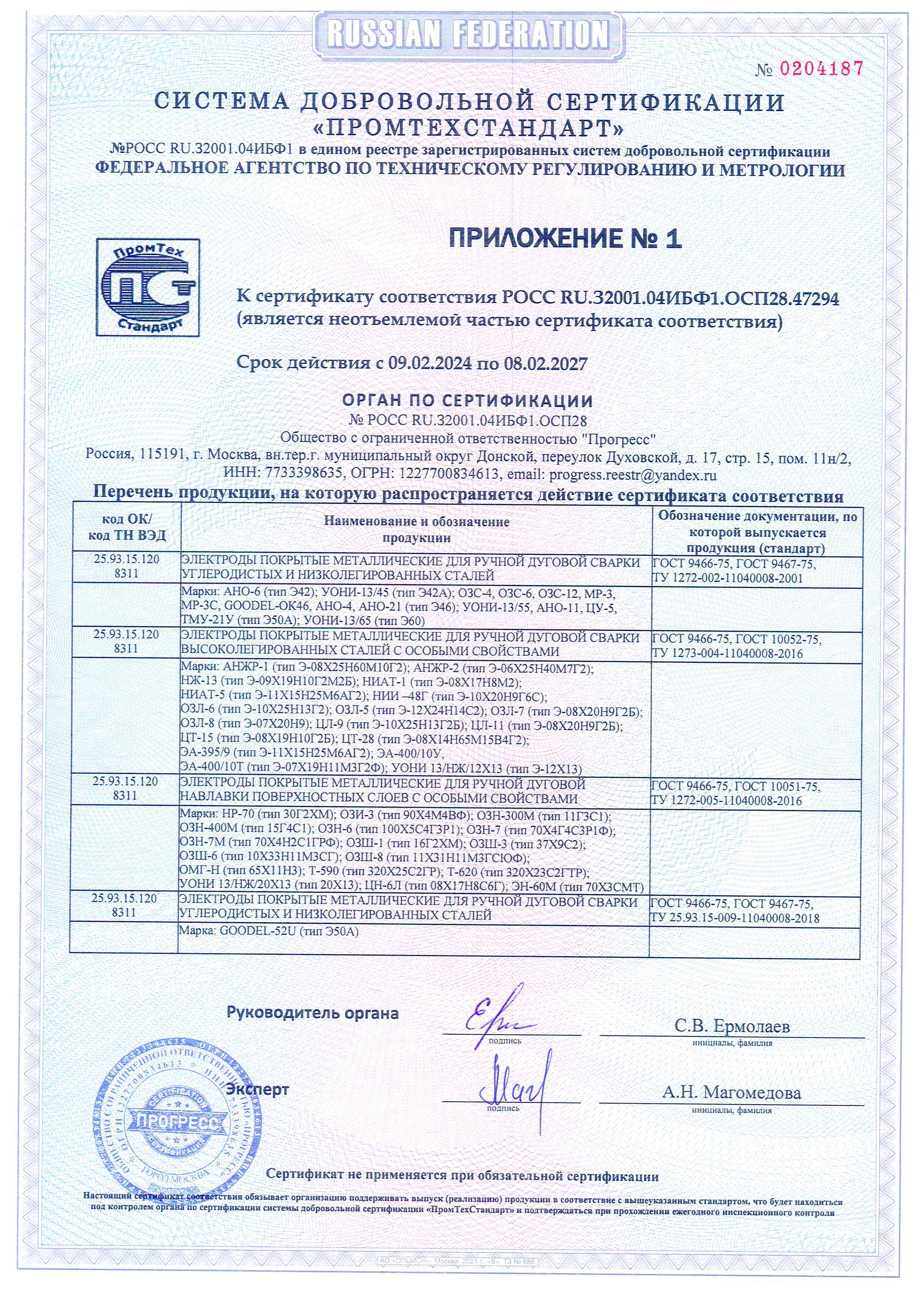
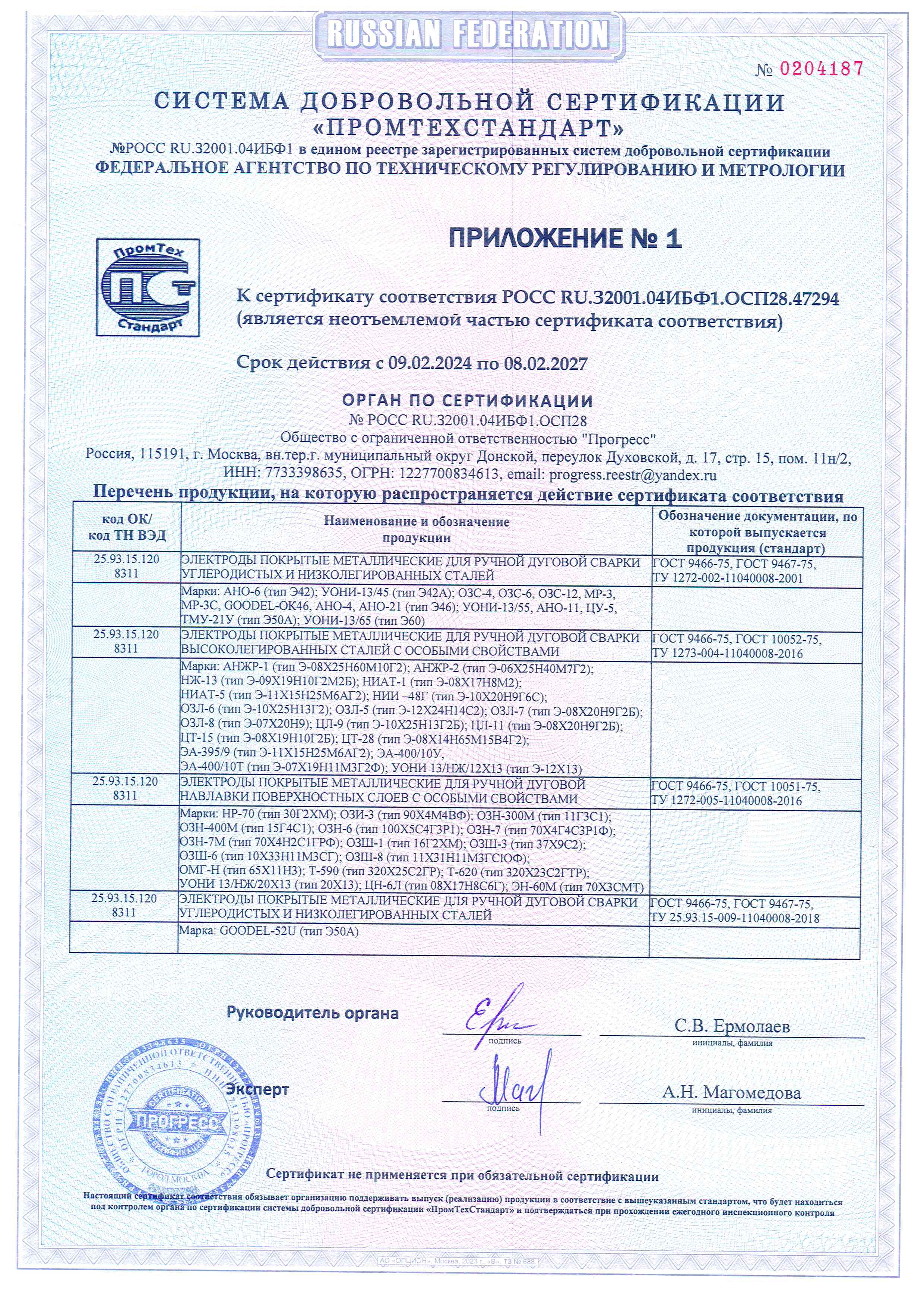
ГОСТ 9466-75, ГОСТ 9467-75
ТУ 1272-002-11040008-2001
Э46 – АНО-4 – Ø – УДЕ 432(3) – Р 21
Технические характеристики электродов АНО-4 находятся на высоком уровне. Расходники этой марки имеют хорошие сварочно-технологические свойства. Они малочувствительны к загрязнённым поверхностям, допускают работу по окисленному металлу (ржавчине).
За счет состава обмазки обладают легким первичным и повторным поджигом, а также легким отделением шлаковой корки. Горение дуги – стабильное. Металл шва характеризуется высокой стойкостью к образованию пор. Электроды зарекомендовали себя в различных областях производства.
| Предел прочности на разрыв, МПа | Предел текучести, МПа | Относительное удлинение, % | Ударная вязкость, Дж/см2 | Тип образца по ГОСТ 6996 |
Температура испытаний |
| 490 | 390 | 25 | 140 | KCU | +20 °С |
| >35 | KCV | -20 °С |
| C | Mn | Si | S | P |
|---|---|---|---|---|
| 0,08-0,11 | 0,50-0,60 | 0,10-0,20 | 0,01-0,02 | 0,02-0,03 |
| Расход электродов на 1 кг наплавленного металла | Коэффициент наплавки |
|---|---|
| 1,7 кг | 8,5 г/А•ч |
| D, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 2,5 | 70–100 | 60–90 | 60–90 |
| 3,0 | 70–100 | 80–100 | 80–100 |
| 4,0 | 90–140 | 140–170 | 140–170 |
| 5,0 | 170–210 | 150–170 | – |
| Положения сварки: | Сварочный ток: |

|
Переменный (АС) или постоянный обратной полярности (DC+) |
Сварка электродами АНО-4 выполняется на переменном токе или на постоянном токе обратной полярности. Положения сварки – все, кроме вертикального сверху вниз. Рекомендуется проводить работы короткой дугой, допускается соединение конструкций удлиненной дугой.
Шадринский электродный завод производит электроды АНО-4 диаметром от 2,5 мм до 6 мм. Наибольшей популярностью пользуются изделия диаметром 3, 4 и 5 мм. Расходные материалы упакованы в пачки по 5 кг и термоусадочную пленку. Это позволяет избежать накопления обмазкой влаги из окружающей среды. По желанию покупателя, возможна упаковка пробных образцов в пачки по 1 кг.
| Диаметр | 2,5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
| Длина | 350 мм | 350 мм | 450 мм | 450 мм | 450 мм |
| Средний вес 1 электрода (г) | 18-19 | 26-27 | 57-58 | 95-96 | 137-138 |